Blog Casting Processes: When To Use Which Method
By: Dave Olsen

There is more than one way to bake a cake. Ingredients, temperature, bake time, and how many you are serving dictate your approach. Making brownies for the third grade class is not the same as baking an elaborate wedding cake for 350 degrees. The same is true when it comes to selecting a right metal casting process to manufacture any component. Which process offers the best all-in cost, considering requirements for features, material, quality, and quantity?
The list of methods to produce metal parts is long, and includes machining/hogouts, forging, fabrication, and more. In this article, we will just discuss various casting processes you might select to make an important component.
Sand Casting
Sand casting has been around for ages and is used to make about 2/3 of cast products. It is a versatile method to produce a wide range of cast geometries including those with internal structures and passageways – from less than a pound to huge parts weighing several tons.

The process is versatile and cost effective, even in low volume because tooling cost can be minimized, or even eliminated, through 3D sand printing or direct machining of the mold. It is best suited for near-net shaped designs where some subsequent machining is employed for areas with tight surface finish or dimensional tolerance requirements. It is viable for just about any alloy except reactive metals and those requiring vacuum pouring.
Investment Casting
Investment casting produces a finished metal part by creating a ceramic shell around a detailed consumable pattern, usually of wax or acrylic, which is ultimately melted or burned away. This method is selected because it produces an excellent “as-cast” surface finish. It can achieve thin walls, tighter tolerance, and shaped or non-symmetrical parts with fine detail including internal structures. Good process management can maximize the number of parts on a “tree” to be cost effective.

There are less expensive solutions when tolerance demands are less strict – heavier sections or parts that will be machined anyway – and upper size limits are much lower for investment castings than, say, sand castings. Tooling costs have historically limited investment casting to higher volumes, but processes like SLA and 3D pattern printing have made it viable for prototype or even single piece runs.
Continuous Casting

Continuous casting is a process where molten metal is drawn through a forming die as it solidifies into a desired shape. A profile may be created in both the ID and the OD of the part to create either a solid or hollow. Internal shaping, however, is limited by material cast as the high melting point of iron (as opposed to copper based alloys) makes shaping difficult due to die life considerations.
A continuous cast bar would typically be cut to the desired length and machined further. Continuous casting generates metal with sound structure and can be cost effective when used to reduce expensive machining processes like milling, and the material may be acquired in small quantities. It is not a good fit for more complex components with irregular shapes or intricate internal passageways.
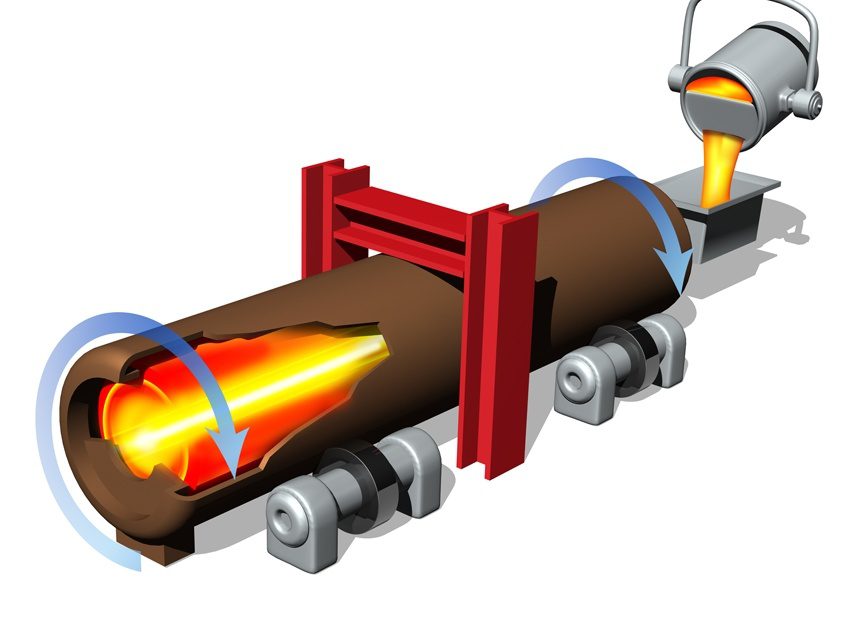
Centrifugal Casting
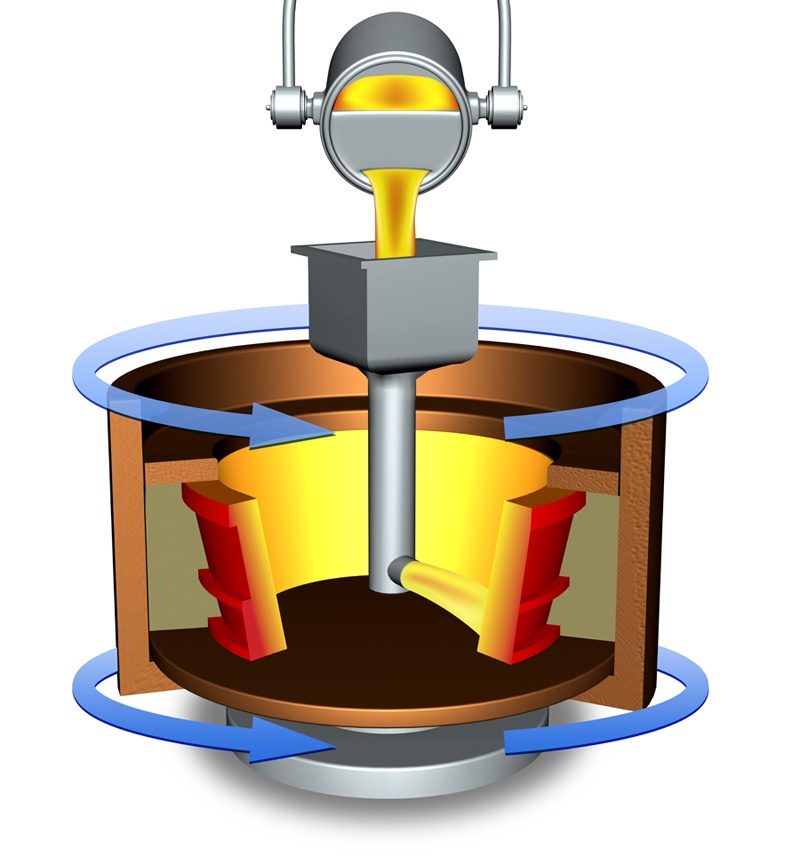
Centrifugal casting is the technology of choice for severe service applications in configurations that can be developed with an axis of rotation. Molten metal poured into a spinning die solidifies directionally, centrifuging low density impurities to the ID where they are subsequently machined away. The result is material cleanliness that is typically superior to other casting or forging processes. The die will rotate either vertically or horizontally depending on the configuration of the part, and added OD shaping reduces post-cast machining. Nearly any material can be centrifugally cast including exotic vacuum alloys. Components from a couple of inches in diameter to 15+ feet can be produced. Limitations include a minimum of internal shaping, or parts that lack symmetry or cannot be safely balanced in casting process equipment.
There are many other casting processes and it may not be obvious which metalworking method is the best for your particular application. In the same way, you would call your Mom for the best cake-making advice, call a casting expert for guidance on the best casting method to specify.
Have questions?
Download Our Alloy Guide
Download Our Where Used Guide
Blog Tags
Related Blogs


